




我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让渠道闸门-电动铸铁闸门双向受压免费安装调试自己向您展示它的卓越品质和出色性能。
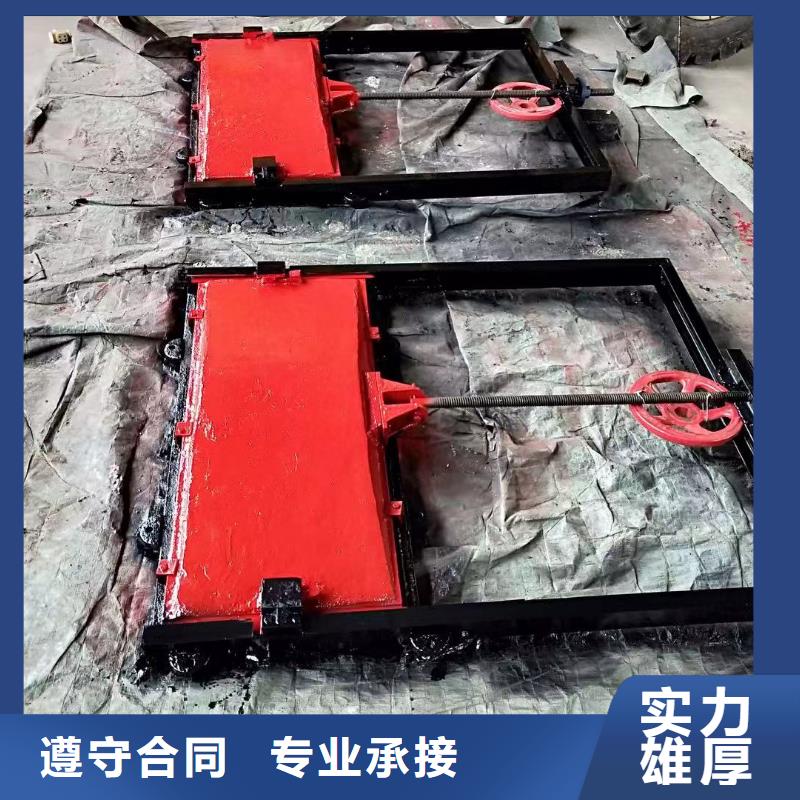
以下是:渠道闸门-电动铸铁闸门双向受压免费安装调试的图文介绍
1闸门制造安装应按设计图纸要求,并参照《水工建筑物金属结构制造、安装与交接验收规程》的有关规定进行。 2、铸铁闸门必须根据设计要求的方位安装,不许反装。闸门的中心线应与闸门孔口中心线重合,并保持垂直。门框须与混凝土墩墙接和紧密。安装时必须采取可靠措施固定,防止浇筑混凝土时变形。闸门及启闭机安装后,须保证启闭自如。 3、平板闸门门槽预埋件的安装须设固定的基准点,严格保证设计要求的孔口、门槽尺寸、垂直度和平整度。 4、门槽预埋件安装调整合格后,应采取可靠的加固措施。如采用一次浇筑混凝土的方法,门槽预埋件须与固定的不易变形的部位或专用支架可靠的联接固定,防止产生位移和变形;如采用第二次混凝土浇筑的方法,对门槽预埋件必须与一次混凝土的外伸钢筋可靠联接固定。沿预埋件高度,工作面每0.5米不少于2根联接钢筋,侧面每0.5米不少于1根联接钢筋。一次混凝土与二次混凝土的接合表面须凿毛,保证接合良好。


铸铁门的安装很简单。只有在框架设置,水平,垂直居中并固定在预留槽中后才能浇注,模板得到很好的支撑。在终设置混凝土后将浇口放入浇口框架时,将完成安装。
钢闸门的安装比较复杂,首先,需要检查支架槽的导轨是否弯曲变形,并进行整理;其次,在预留的门槽中设置控制点和高程点,以调整门槽的位置;其次,嵌入在浇口槽 级混凝土中的螺栓从底部到顶部逐渐修正; ,嵌入在闸门槽的 级混凝土中的螺栓按下底板,主轮导轨,反轮导轨,顶部水封和调整顺序安装。安装和调整过程繁琐且要求高精度。



(1)闸门及其门槽埋设件的安装,应按施工图纸的规定进行。 (2)闸门的埋设件安装,应符合DL/T5018-2004第9.1.3条、第9.1.4条和第9.1.10条至9.1.13条的规定。 (3)闸门现场拼装前应制定严格控制焊接变形的拼装焊接工艺方案,报监理人批复后方可实施。 (4)闸门主支承部件的安装调整工作应在门叶结构拼装焊接完毕,经过测量校正合格后方能进行。所有主支承面应当调整到同一平面上,其误差不得大于施工图纸的规定。 (5)闸门水封装置的安装技术要求,应符合 DL/T5018-2004第9.2.3条至第9.2.7条的规定。 (6)闸门安装完毕后,应埋件表面和门叶上的所有杂物,特别应注意不锈钢水封座板表面的水泥浆。在滑道支承面和滚轮轴套涂抹或灌注润滑脂。 (7)经监理人检查合格的闸门及门槽埋件,方能按第13.2.6条规定进行涂装修补。 (8)闸门安装完毕,应作静平衡试验。试验方法为:将闸门自由地吊离地面100mm,通过滚轮或滑道的中心测量上、下游方向与左、右方向的倾斜,其倾斜值不得大于5.0mm,当超过上述规定时,应予配重调整。


铸铁闸门防腐处理方法 铸铁闸门喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。经喷砂处理并检验合格的金属表面,在运输或防腐施工前应保持干净,避免沾染上水或油污杂质,并且不能直接用手接触金属表面,以防止局部返锈;已沾染上油污的金属表面必须用相应的有机溶剂进行处理,以喷枪中的压缩空气为原动力,在驱动装置推动下,锌丝通过喷嘴,在氧一乙炔焰的加热下,成为熔融体,借压缩空气使之雾化成微粒并喷射到工件上,形成热喷涂锌保护层。



瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂(益阳市分公司)常年经销【不锈钢闸门】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。